At the end of last year, I was fortunate enough to receive the Cornea and Contact Lens Society (CCLS) Scholarship and so embarked on an educational trip to learn more about the manufacturing of rigid lenses and how they can be modified with Corneal Lens Corporation (CLC) in Christchurch.
For many years, I have been meaning to make a trip down to visit Graeme Curtis and his world-class CLC laboratory. In fact, Graeme was one of the first people who taught me about specialty lenses during a seminar at University! I recall several past conversations with colleagues from earlier generations lamenting the challenges they faced fitting specialty lenses - the inconsistencies between different orders, the limited materials and parameters available, the delay in receiving a lens. So, I know we really have it good in today’s world, where we expect a complex, yet completely accurate lens design to arrive within just a few days of ordering. So the scholarship and the trip was the perfect opportunity to learn more about what goes on behind the scenes at CLC, to improve my understanding of specialty lenses and, ultimately, the job I can do for my patients.
A bit of history
CLC first started making lenses in Christchurch in 1971 when Graeme’s father, Ed Curtis was at the helm, and has always prided itself on staying at the forefront of CL manufacturing and technology. In the 80s, the original City Crown equipment was upgraded to modern DAC International lathe machines, allowing more complex and accurate lenses to be cut. Further upgrades continued following the disaster of the 2012 earthquake, which required CLC and its once-related Curtis Vision optometry practice to relocate to a modern, purpose built two-level laboratory in Wigram. For me, one of the coolest aspects of the CLC/Curtis Vision set-up is they have the facilities for a complex corneal patient to fly to Christchurch, have a customised-scleral contact lens fitted all in the same day. Incredible!
The company has been ISO accredited since 1995 and, in more recent times, has upgraded its lathes to the newest DAC ALM units. A fifth lathe will be installed in June 2018 to keep up with demand (who ever said rigid lenses were dead?). The ALM units are amazing to watch: the speed and precision of how a lens is cut before your eyes is highly impressive. One wonders how lenses ever got made back in the day with only hand lathes available! These multi-tool lathes use robotic loading and laser technology and can cut to sub-micron levels of accuracy; vital when dealing with complex orthokeratology design from fussy practitioners like yours truly. To complement the lathes, various production systems have been developed to ensure accuracy by limiting the handling of lenses by technicians. This includes auto blockers, attaching the button of contact lens material to the mount that the lathe connects to; water-soluble blocking, to reduce the use of solvents on the lens surfaces; interferometers for checking lens power and imperfections; and polishing systems that run with bladder tools rather than the cruder original methods.

CLC’s main production room with four DAC ALM lathes. The tubes to the ceiling carry the polymer dust/fragments up into a back room for disposal
Some new developments
Recently CLC added the modern surface treatment system HydraPEG to its offerings to provide improved wetting surfaces for rigid materials. HydraPEG creates a 40nm, hydrophilic, 90%-water polyethylene glycol (PEG) polymer coating to the surface of a lens to improve end-of-day comfort¹, decrease lens fogging and improve wettability.
Associate Professor Patrick “Pat” Caroline from the Pacific University College of Optometry and the Department of Ophthalmology at Oregon’s Health & Sciences University, showed that HydraPEG works for soft lenses too, improving comfort scores for a group of dry eye patients in Oasys lenses². Personally, I have found HydraPEG ideal for those patients with tear-film or dry eye issues and also those with moderate allergic eye disease, and a dry anterior lens surface that can result when those atopic keratoconics wear their lenses during all waking hours can be alleviated with this coating. For those, like me, who are a fan of regular extra strength cleaning treatments like Progent be aware, however, that these cannot be used with a HydraPEG lens - it will strip the coating right off.
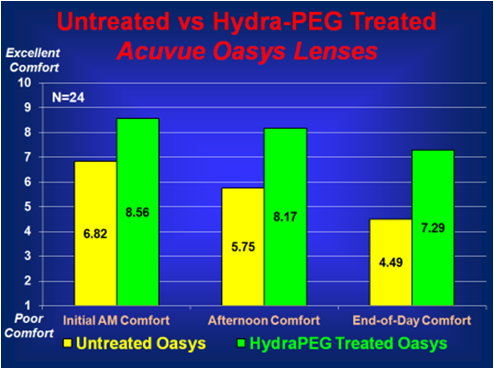
The effect of HydraPEG on soft contact lens comfort in a dry eye cohort
There were several aspects of my visit to CLC that I found particularly enlightening and interesting. The first was the number of steps that are involved in preparing even a relatively simple RGP lens. Perhaps I was foolishly naive but I had an idea that once I had hit order in my lens design software, all that would be required would be for someone at CLC to hit the big green ‘GO’ button and the lathe would spit out my lens, ready to be sent up to my practice. Not so!
Contact lens manufacture is a complex process with a number of crucial steps, each with a fine margin for error. CLC employ 22 staff and a good number of these are specialists at certain areas of the lens manufacturing process, from the initial lens design and programming of the parameters into the DAC programme, all the way to final edging and quality control. Seeing this in action gives me a new respect and appreciation for the quality of the finished product that ultimately we stake our reputations on as contact lens fitters. Also, did you know that soft lenses are cut from a rigid button and only expand into their correct size and shape once hydrated? Fascinating stuff!
Secondly, was watching the process of custom tinting soft lenses. These low volume but highly beneficial lenses are used by practitioners around the country for a range of purposes including glare reduction for patients with iris trauma, cosmetic improvement for blind eyes with corneal opacity or scarring and simple handling tints for aphakic babies.
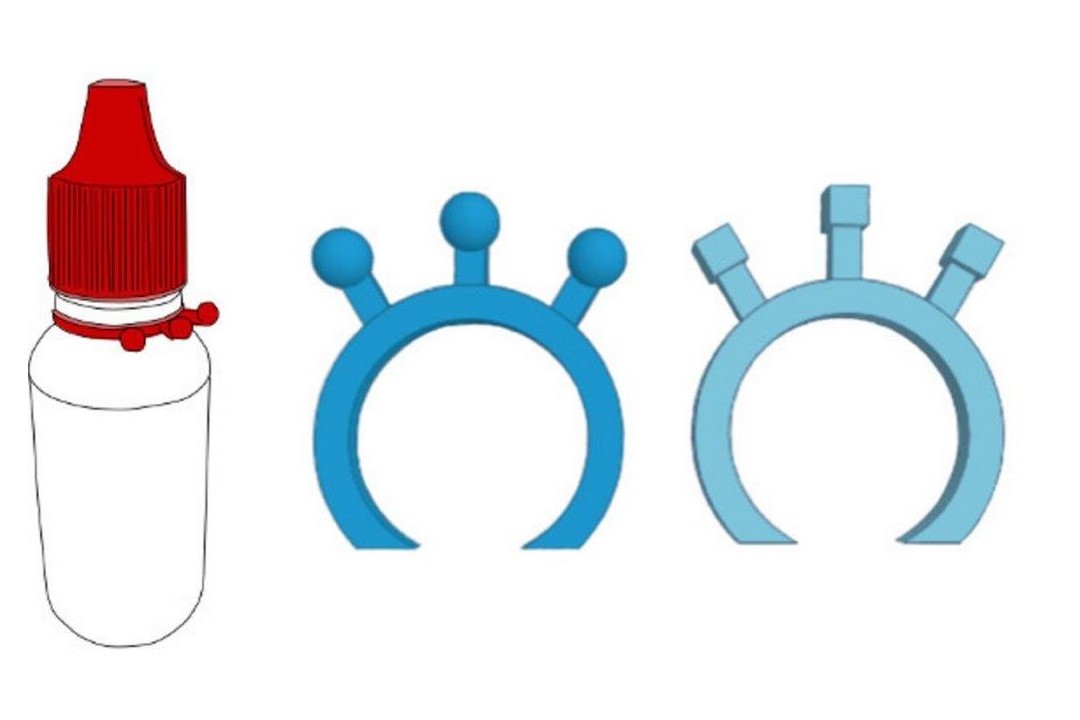
The dye is applied to the completed clear soft lens at various diameters and positions with a special circular well-device to prevent bleeding of the tint. Each colour and lens material has a special recipe specifying how long the dye should be in contact with the lens for the desired appearance. This skill is something you can’t pick up from a textbook and learn. The technicians creating these lenses are as close as you can get to artists in the contact lens world!

The process of tinting custom soft lenses. The vials on the back ledge are comparison lenses for matching particularly challenging patients
The lighter side of lens work
A weekend away wouldn’t be complete without a bit of fun. Graeme was kind enough to invite me out for his team’s Christmas party: jet-boating up the spectacular Waimakariri river (the birthplace of the modern jet boat) in superb 30°C+ Canterbury heat. Needless to say, the cooling spray from the 360° Hamilton turns were most welcome!
A huge thank you must go out to Graeme, Alan and the rest of CLC team for being so welcoming and giving up their time and expertise to teach me a few things. It was clear from my visit that CLC go to great lengths to support our profession and to help our patients. Cheers guys!

Graeme Curtis (top left) and the CLC team about to embark on an adrenaline filled ride after a busy 2017
And also thanks to the CCLS NZ committee for deeming me worthy of the scholarship! It is great that we have such a collegial group of inter-profession anterior eye people here in New Zealand and I’m looking forward to catching up with you all at the CCLS NZ one-day conference in March.



References
Alex Petty is a New Zealand optometrist based at Bay Eye Care in Tauranga, with a particular interest and knowledge in speciality contact lenses, ortho-k and myopia control. Alex will be giving a talk about some of his more interesting cases at the CCLS NZ one-day conference on 18 March in Wellington.